Yes, you can braze with a tig welder. However, it is specifically not designed to do so and therefore the user must take special care when operating. The main problem is that some of the key components needed for brazing like the flux and an argon shielding gas are not readily available in any form other than welding argon and flux cored wires. You can buy argon shielding gas as an inert gas for brazing live steam pipes but those pre-mixed bottles tend to be expensive and they won’t last long enough for most brazing jobs.

You will need to fabricate your own handheld flux dispenser that is operated by a foot pedal or solenoid. This device must be capable of delivering the proper amount of powdered flux at about 1/2 second intervals for between 15 seconds and 2 minutes depending on the size of the piece you are working on.
Likewise, you will need some sort of regulator or flow meter so that you can adjust the flow rate to deliver between 1 CFH (cubic feet per hour) and 5 CFH of argon gas depending on the size of the piece and the type of filler rod you will be using.
The reason why we must use flux cored wire for this operation is that we need a relatively high amperage after which it delivers its self-contained shielding gas mix and powdered flux all at once. If you try to braze with “MIG” wire (flux core) without some sort of external shielding gas delivery system, your welds will turn out poorly due to oxidation within seconds.
You May Also Like: Everlast vs Miller
Contents
FAQS
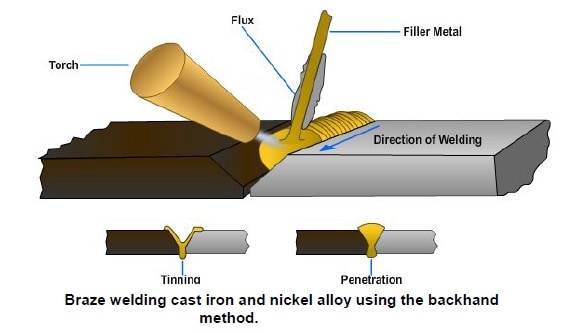
What is braze welding?
To braze, as opposed to true forge welding, you need a filler rod with a melting point of between 800 C and 1200 C. The higher the temperature of your brazing alloy, the easier it will be to fill gaps in your metal joints. If your alloy is too soft or ductile it does not provide enough strength for a quality joint. That being said, some alloys that have a low melting point tend to have good oxidation resistance once they have been properly forged into shape under heat and pressure.
You must also have a torch capable of producing high heat such as a propane or oxy-acetylene rig set up with an oxygen regulator and acetylene tank/hose combination. This type of torch setup requires no flux dispenser or argon shielding gas delivery system, nor does it require an exterior power source. The torch delivers all of the heat required for brazing with enough propane to keep the metal red hot between cleanings of your workpiece with a scrap wire brush (if necessary).
It is best to practice with scrap pieces in order to familiarize yourself with what your alloy will do at different temperatures and fill rates in various sizes of rods. Once you have done this, you should be able to make good quality, strong joints even in large assemblies like locomotive frames where time is money.
Article Summary: To braze correctly one must use flux cored wire that provides its own shielding gas mix when melted by the heat of the torch and a filler rod that has a high enough melting point to be able to fill the gaps in your metal joints. It is best to learn how brazing works with scrap pieces before trying it on real projects.
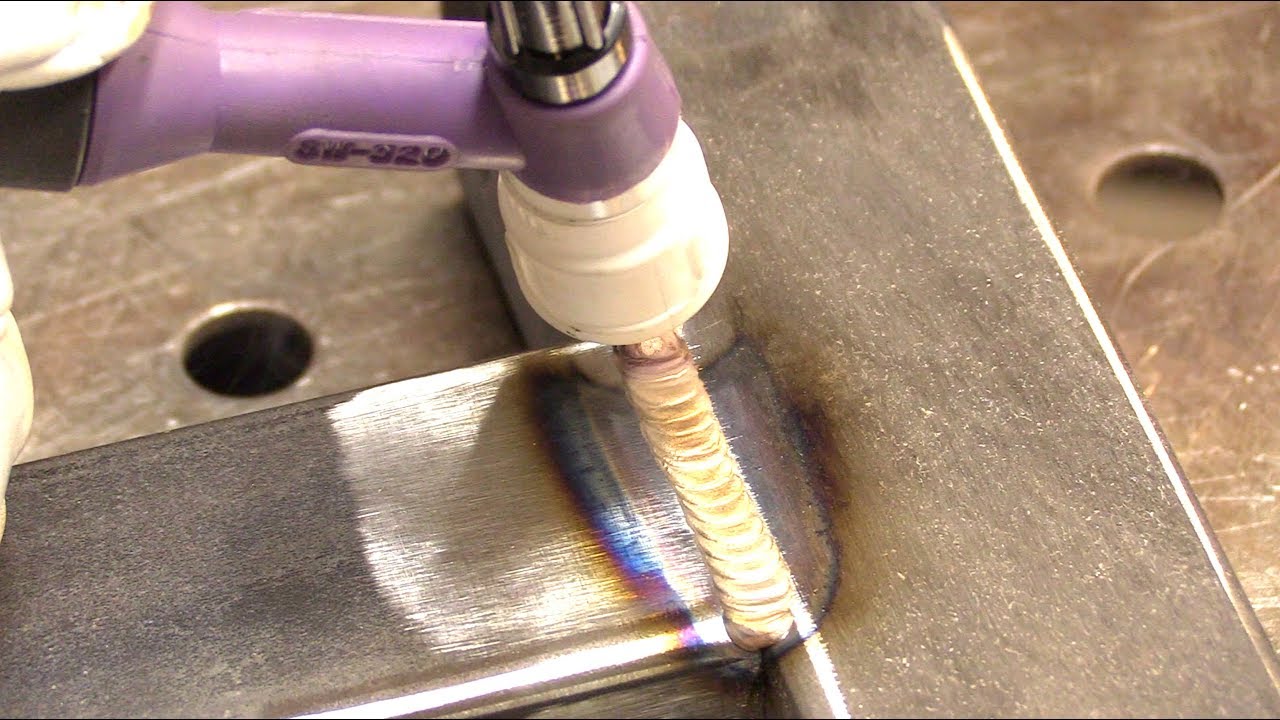
Can you braze weld with a tig welder?
The tig welder that I use is the Everlast Powertig PTA-014S which I picked up second-hand for $600. It has TIG, stick, and MIG modes plus pulse on demand circuitry. It also came with a foot pedal so I can hold my hands free while walking around the project. This is a true “walk-around” tig machine. I bought it mainly because its big brother, the Everlast Powertig PTA-014D that has a digital readout was $1800 at the time. No way!
To braze with this unit, you will need flux cored wire and argon shielding gas plus an exterior power source for the foot pedal which will be available in any welding supply or equipment rental store. You can get 2 complete Tig outfits consisting of a machine, bottle carrier/holder, and foot pedal for about $200 CDN so secondhand is definitely the way to go if you are on a tight budget.
How to braze weld with flux cored wire?
One could conceivably braze weld with “MIG” wire using an argon tank, regulator/flowmeter set up and pressure pot but not without special equipment — Flux cored wire provides its own shielding gas mix when melted by the heat from the torch flame. This would work for very small assemblies only unless you are extremely dexterous and have good breath control. It is very easy to get into trouble trying this technique without a helper or at the very least, a clear view of your work area from above!

Brazing filler rods are easily available from most welding supply stores but you will need an argon tank/regulator set up and pressure pot if you don’t want to mess around with remotely shielding little parts. Brazing flux cored wire removes impurities from your base metal which provides ideal conditions for rusting in the future unlike gas shielded MIG wire that forms a protective oxide coating when it cools.
Advantages of brazing over other types of welding:
It is best to learn how brazing works with scrap pieces. You can get 2 complete Tig outfits consisting of a machine, bottle carrier/holder, and foot pedal for about $200 CDN so secondhand is definitely the way to go if you are on a tight budget.
One could conceivably braze weld with “MIG” wire using an argon tank, regulator/flowmeter set up and pressure pot but not without special equipment — Flux cored wire provides its own shielding gas mix when melted by the heat from the torch flame. Brazing filler rods are easily available from most welding supply stores but you will need an argon tank/regulator set up and pressure pot if you don’t want to mess around with remotely shielding little parts.
Brazing flux cored wire removes impurities from your base metal which provides ideal conditions for rusting in the future unlike gas shielded MIG wire that forms a protective oxide coating when it cools.
Disadvantages of brazing over other types of welding:
It is very easy to get into trouble trying this technique without a helper or at the very least, a clear view of your work area from above!
You can’t beat TIG welding for high-quality joints with professional-looking results. Gas shielded MIG wire forms a protective oxide coating when it cools which makes more sense for shop floor production or where rust isn’t much of an issue.
Brazing filler rods are easily available from most welding supply stores but you will need an argon tank/regulator set up and pressure pot if you don’t want to mess around with remotely shielding little parts. Brazing flux-cored wire removes impurities from your base metal which provides ideal conditions for rusting in the future, unlike gas-shielded MIG wire that forms a protective oxide coating when it cools.

MIG/TIG welding torches require electricity for power and shielding gas from either canisters or a remote source. MIG wire requires flux-coated welding rods if you don’t have the correct equipment to direct the shielding gas over the weld area as you’re welding.
Brazing filler rods are easily available from most welding supply stores but you will need an argon tank/regulator set up and pressure pot if you don’t want to mess around with remotely shielding little parts.