TIG welding is one of the most versatile, efficient, and accurate metal joining processes available. The process has many benefits but its cost effective nature makes it ideal for small-scale production operations. TIG welding uses electricity to produce an arc between a tungsten electrode and the molten metal being welded.

The absence of contact between this electrode and any filler material results in very little contamination occurring within the weld pool. This ensures that welds made using TIG are exceptionally clean, giving them excellent mechanical properties (e.g., fatigue resistance). TIG can be used to join all kinds of ferrous metals because these do not need preheating before welding.
You May Also Like: best TIG welder under $2000
Contents
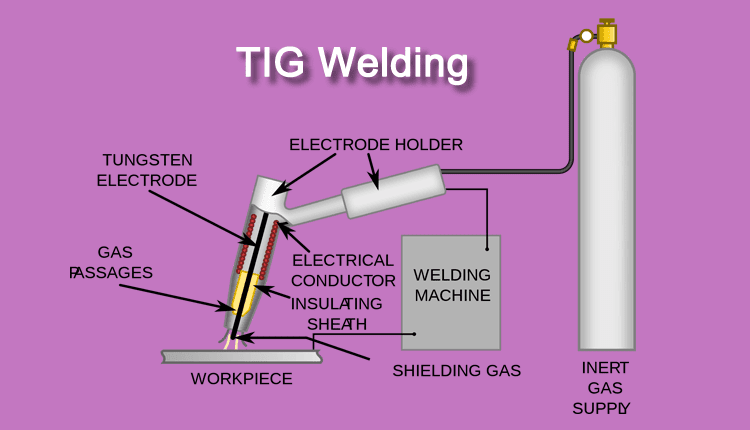
The equipment required for TIG welding includes:
To start the arc, the tungsten electrode is touched briefly to the workpiece for it to stick by surface tension. The tungsten electrode should be around three times longer than the gap between it and the workpiece. This ensures that there is enough length of the tungsten electrode sticking out past the workpiece into its own smoke puddle to strike an arc with sufficient voltage to ionize the argon shielding gas. Once this happens, around 20 amps will flow through the circuit and the tungsten electrode tip will vaporize.
The heat released by this process causes the tungsten electrode to emit electrons which ionize the argon gas into its component atoms (argon is made up of one atom of argon-40 and two atoms of argon-36). It is only when it is in its elemental form that argon is capable of shielding against the intense heat created by an electric arc. A narrow plasma jet forms between the tungsten electrode and the workpiece, providing extremely high temperatures within a moderately small weld pool; these are ideal conditions for welding thin materials.
FAQS
How does a tig welding process work?
The tig welding process uses electricity to produce an arc between a tungsten electrode and the molten metal being welded.
The absence of contact between this electrode and any filler material results in very little contamination occurring within the weld pool. This ensures that welds made using TIG are exceptionally clean, giving them excellent mechanical properties (e.g., fatigue resistance).

TIG can be used to join all kinds of ferrous metals because these do not need preheating before welding.
TIG welding uses electricity to produce an arc between a tungsten electrode and the molten metal being welded. The absence of contact between this electrode and any filler material results in very little contamination occurring within the weld pool. This ensures that welds made using TIG are exceptionally clean, giving them excellent mechanical properties (e.g., fatigue resistance). TIG can be used to join all kinds of ferrous metals because these do not need preheating before welding.
The equipment required for TIG welding includes A transformer or high-frequency generator capable of providing at least 50 amps; A tungsten electrode containing thoriated iridium which vaporizes when raised to welding temperature.
Advantages of using a tig welder:
High quality welds
Efficient and precise welding process since speed can be controlled precisely down to a millisecond. Operator skill is the main factor in determining the quality of a TIG weld, so well-trained operators can produce excellent results with a reduced need for rework.
TIG welding doesn’t require pre-heating before starting the welding process, so it’s ideal for joining low carbon steels or steels which have been pickled (as these metals don’t conduct heat well).
Salvageable parts during tig welding procedure, as filler material is not consumed in the tig welding procedure. This helps the tig welder to spend less money on tig electrodes which are consumables during the tig welding procedure.
You May Also Like: best starter TIG welder
TIG welding is popular where high-quality and low-alloy steel components need to be joined:
It is used for metal roofing, as it can eliminate leaks and water damage through the use of a gas purge;
2) Aircraft panels are TIG welded because they are thin, often have complex contours, require cleanliness, and are relatively inaccessible by other processes. This process also eliminates porosity that may occur with other forms of welding. These panels are TIG welded because the high deposition rate means that large areas can be covered quickly;
3) Jewelry has intricate detail work which must be done precisely so TIG welding is generally preferred.
Disadvantages of using a tig welder:
Other reasons include:

- Must have a clean, dry, and oil-free area
- In order to do TIG welding you must wear safety glasses. This is because the electrode is as hot as 5500C which causes the surrounding air to expand quickly causing a shock wave. These shock waves can damage your eyes.
- You need to ensure that all ventilation points are free from obstruction so there’s no chance of gas build up within the breathing apparatus which could lead to an explosion.
- If operating a foot pedal for this equipment it might be difficult to walk around while holding the torch in one hand and operating with the other. For short-duration use, this can be possible but for extended use, it might not be feasible.