Contents
What Size Tungsten For Tig Welding?

Here is the answer to What Size Tungsten For Tig Welding? Tungsten Electrode is used for electrical conduction as well as heat conductivity. These Tungsten Electrodes are various in Size and Shape depending on the type of Current being run.
Tungsten In DC Tig Welding
In DC polarity with a direct current running through the electrode, a Solid Tungsten electrode is required. When AC polarity is used, an additional concentricity to hold back gas bubbles must be designed into the wire. For this reason, only cored electrodes are available in these types of applications. The cross-section area varies from .007-inch square to .040-inch round depending upon duty cycle (type of TIG welder) and machine amperage range for each manufacturer.
The electrode should fit snugly in the holder.; if it is loose, choose a smaller size. The tungsten must not be pinched in the cup; and when you insert the electrode into the cup, make sure it’s all at one end of the cup or as far up in there as possible when you close it. If the tungsten hangs out of the top of the cup, that’s OK; however, if any part of it protrudes below where the cup closes around it—even just a little bit—the circuit will have to travel through less than 360 degrees of that portion (i.e., what will happen is your arc starting spot will change every time you strike an arc), and that will result in a very erratic arc (Good for arc stability).
The best way to determine what sized tungsten you need for your TIG welder application is to take note of the electrode amp rating. Basic tungsten electrodes have an amperage rating of 100, whereas some are as high as 400 amps. Generally speaking, thicker material will require larger tungsten due to increased mass and greater heat generation. The size of the cap on the end of the Tungsten electrode also increases effective surface area but typically only by a few square millimeters per side. Operating on AC with a low-frequency setting (under 30 Hz) requires higher frequencies than typical duty cycles in order to be efficient at dissipating heat away from the weld puddle; this means that current capacity is decreased for each given wire diameter and therefore lower welding currents can be used.
Tungsten In AC Tig Welding
These lower currents are not enough to make an efficient weld and the operator will have to use larger tungsten. Using AC at higher frequencies (50 Hz and above) results in greater current capacity for each given wire diameter as heat is more quickly dissipated away from the puddle; this means that smaller electrodes can be used.
There are some disadvantages, however: preheat is typically less effective, there may be hot spots near the ends of stick out where it contacts other metal before you strike an arc, and there’s a greater potential for insufficient shielding gas coverage due to poor circulation when welding in or around corners and obstructions.
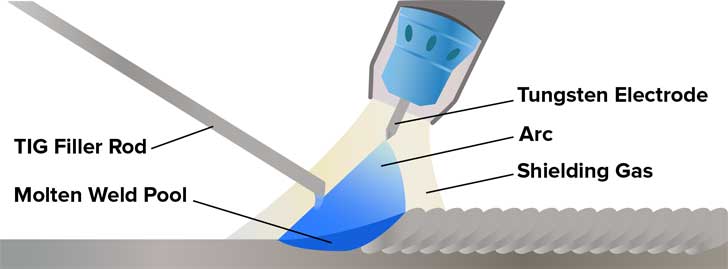
While pure argon delivers the best performance for MIG/TIG welding steel, most applications call for a mix of argon and helium, which is better for welding aluminum. Pure argon provides stability with the low gas flow at the puddle zone while helium helps to move the arc faster and further provides more penetration.
Large diameter electrodes are used in industrial settings when greater weld deposition rates are required - such as on large-diameter pipelines or those carrying gaseous products
The wire electrode size you select should be based on the wire size you need to carry and your Dc welding amperage. Selecting an electrode that’s too large wastes material, which ends up costing you money.
Rule Of Thumb in Tig Welding
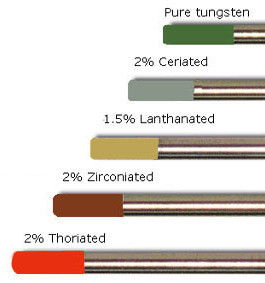
As a general rule of thumb, for welding steel on AC or DC, use 2% thoriated tungsten electrodes (larger is better). For welding stainless or aluminum on AC or DC, try a pure tungsten electrode (tungsten with no other elements added), around 1/16 inch in diameter. If the application requires microwire TIG (copper-in-quartz) electrodes with the low current flow (less than 40 amps), these can be as small as .02 inches in diameter.

List the types of tungsten electrodes in Tig Welding:
There are four types of tungsten electrodes used in DC welding. The most common type of tungsten electrode is the alpha type. From highest to a lowest melting point, the other three types are delta, beta prime, and gamma. Alpha tungsten electrodes have a low current density, which makes them more expensive than physical vapor deposition or sputtering-processed isotropic electrodes.
Delta-type:
This type of tungsten electrodes have a high current density, which makes them more expensive than both alpha and gamma types. The last two types of tungsten electrodes are the cheapest in price and performance. Gamma type electrodes can be used in increased temperatures up to 1150 °C, whereas beta-prime type electrodes can be used beyond.
Beta-prime tungsten electrodes:
These are most common in the industry, with the isotropic (directional) sputtering technique. The electrodes are made of pure tungsten wire that is deposited on a substrate by magnetron sputtering equipment.
Alpha tungsten electrodes used in DC welding:
These are made of pure tungsten wire that is deposited on a substrate by vacuum arc remelting (VAR) equipment. Next, they are sintered at a high temperature to prevent the formation of whiskers
Delta tungsten:
These electrodes are made of pure tungsten filament that is wound into coils and then compressed with nickel electrodes. The shape is pressed at a high temperature to reduce the stress and then sintered.

Gamma tungsten electrodes:
They are made of pure tungsten wire that is wound into coils and then compressed with nickel electrodes. The shape is pressed at a high temperature to reduce the stress and then sintered.
Pure tungsten electrodes:
These are made of extremely pure tungsten metal powder. They are available in different diameters and surface finishes, depending on their intended application.
Tungsten inert gas (TIG) electrodes are made by adding a small percentage of carbon or zirconium to the tungsten metal powder mix during the manufacturing process.
FAQS
How do you choose tungsten size?
Tungsten is available in many different sizes. The larger the tungsten, the bigger and more energy your machine will have to deliver to cut it. This results in a longer cutting time than with smaller tungsten. You also need longer to remove large tungstens from your part because of their size.
Therefore it is important to select the right tungsten for your application.
The most popular are sizes 1/16″, 3/32″, and 1/8″. For many molds, die, and fixture manufacturers these are the standard sizes used because they can be quickly changed over from job to job with minimal downtime. These three tungsten sizes are also very popular among mold, die, and tool & cutter manufacturers.
If you require tungstens for your machine that come in non-standard sizes please let us know by contacting TIGER USA .
How many amps can 3/32 tungsten handle?
That just depends on how long you would like to heat it for. If you need a rule of thumb then the old standby that’s been around since before we realized just how bad tungsten was for our health is: If the metal gets red hot and glows, you are using too much amps.
The question is basically asking about the resistance of tungsten because that sets how many amps you can apply to the metal. If the metal has a low resistance then it will take more amps which means that your tungsten electrode will heat up faster and hotter.